
Gaz de protection pour le soudage MIG dans l'industrie automobile
Dans le secteur automobile, l'aluminium occupe une place importante en raison de la réduction de poids qu'il permet d'obtenir et de sa résistance à la corrosion. On utilise parfois des alliages d'aluminium complexes qui imposent des exigences particulières au processus de soudage. Le gaz de protection doit être choisi avec soin et joue un rôle déterminant pour obtenir un résultat parfait et reproductible.
- Soudage MIG (soudage sous gaz inerte) dans les applications industrielles : bonne automatisation, rendement de fusion élevé et vitesse de soudage élevée
- Voici comment fonctionne le procédé de soudage MIG
- Soudage MIG (soudage sous gaz inerte) des métaux non ferreux – le rôle important des gaz de procédé
- ARCAL 31 N – Gaz de procédé pour le soudage à l'arc de haute qualité des métaux non ferreux
- Détendeurs adaptés au soudage MIG (soudage sous gaz inerte)
- Formations et séminaires pratiques pour un travail sans accident et en toute sécurité avec le procédé de soudage MIG
Soudage sous gaz inerte dans les applications industrielles – bonne automatisation, rendement de fusion élevé et vitesse de soudage élevée

Le soudage MIG (soudage sous gaz inerte) est l'un des procédés de soudage les plus connus. Il est principalement utilisé dans les applications industrielles, en particulier dans l'industrie automobile. Le soudage MIG (soudage sous gaz inerte) met l'accent sur la qualité et la productivité.
Ce procédé se caractérise par sa grande automatisation, la réalisation de vitesses de soudage élevées et un rendement de fusion élevé, ainsi que par la garantie d'une qualité élevée.
L'utilisation de gaz de procédé peut avoir une influence décisive sur la rentabilité, la productivité et la qualité des produits. Les propriétés physiques et chimiques ouvrent toute une série de possibilités d'économies et d'améliorations.
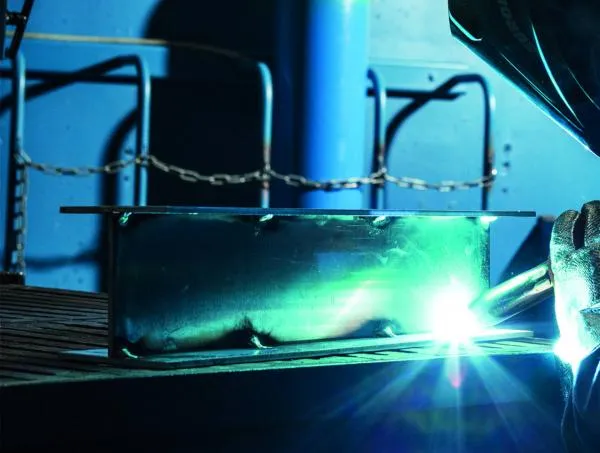
Voici comment fonctionne le procédé de soudage MIG
Lors du soudage sous gaz inerte (procédé de soudage 131) de matériaux non ferreux – procédé de soudage 131 (DIN EN ISO 4063) –, le métal d'apport fusible – le fil de soudage – est alimenté de manière mécanisée par un dispositif d'alimentation en fil et fond dans l'arc électrique.
Le métal fondu se solidifie en refroidissant et assure une liaison fiable entre les composants à souder.
Pendant le processus de soudage MIG, un gaz protecteur est alimenté par une buse. Cela empêche l'oxygène et les impuretés de l'atmosphère de pénétrer dans le bain de soudure et protège ainsi le bain de fusion contre l'oxydation.
L'alimentation en gaz de procédé protège le point de soudage de l'atmosphère environnante.
Lors du soudage à l'arc de matériaux tels que les métaux non ferreux comme l'aluminium, le cuivre ou le titane, on utilise des gaz inertes tels que l'argon, l'hélium et leurs mélanges. Les impuretés contenues dans le gaz de procédé, telles que l'oxygène (O2), la vapeur d'eau (H2O) et la poussière, etc. peuvent influencer la réaction. Ces impuretés sont indésirables.
Soudage MIG des métaux non ferreux – le rôle important des gaz de procédé
Les gaz inertes tels que l'argon, l'hélium et leurs mélanges jouent un rôle essentiel dans le soudage sous gaz inerte. Les gaz utilisés ne réagissent pas avec les matériaux de base et d'apport.
Les nouvelles exigences en matière de propriétés des métaux non ferreux sont les moteurs du développement de la soudabilité. Le soudage MIG nécessite une fine couche d'oxyde et une surface propre afin de garantir un arc stable.
ARCAL™ 39 – Gaz de procédé pour le soudage à l'arc de haute qualité des métaux non ferreux
Pour le soudage de l'aluminium, on utilisait de l'argon pur comme gaz de protection. Mais très tôt, on a essayé de compenser les inconvénients du gaz pur par des additifs.
L'ajout d'hélium augmente la tension de l'arc et donc l'apport de chaleur dans la pièce à souder. L'azote, quant à lui, peut améliorer considérablement la pénétration lors du soudage.
Ces connaissances techniques ont été considérablement améliorées avec ARCAL™ 39 comme gaz de procédé.
La proportion d'azote dopé a un effet similaire à celui de l'hélium :
- la pénétration est plus profonde,
- la porosité diminue,
- la stabilité de l'arc s'améliore,
- apport de chaleur plus concentré,
- une tendance moindre aux projections.
Détendeurs adaptés au soudage MIG
La pression d'entrée joue un rôle important dans le soudage MIG. On distingue ici les détendeurs pour 200 bars et ceux pour 300 bars. La pression d'entrée du détendeur dépend de la pression de la bouteille de gaz et ne peut pas être confondue grâce à des raccords différents.
Pour le soudage MIG, la conception est basée sur la quantité de gaz de protection requise en litres par minute. La plage de réglage est sélectionnée entre 0 et 30 litres.
Formations et séminaires pratiques pour un travail sans accident et en toute sécurité avec le procédé de soudage MIG
Le soudage MIG peut présenter des risques liés au bruit, à la fumée, au courant électrique et aux incendies. Il est important de se protéger contre ces dangers lors des travaux de soudage. Des étincelles peuvent notamment être projetées. De petits morceaux de scories peuvent également être éjectés lors du soudage. Ceux-ci peuvent être dangereux, non seulement pour le travailleur, mais aussi pour l'environnement. Il convient d'être particulièrement vigilant quant aux risques d'incendie.
Pour travailler en toute sécurité avec des gaz lors du soudage MIG dans votre entreprise, il est indispensable que vos collaborateurs soient formés, comme l'exige la législation. Profitez du savoir-faire et de l'expérience des experts Air Liquide en matière de gaz techniques.
- Vos collaborateurs doivent disposer des connaissances nécessaires pour manipuler les gaz en toute sécurité afin d'éviter les situations dangereuses ?
- Vous souhaitez prouver la qualification de vos collaborateurs dans la manipulation des gaz ?
- Vos collaborateurs doivent connaître les principales propriétés des différents gaz ?
- Vous recherchez des formations pratiques qui répondent aux exigences de la loi sur la sécurité au travail et du règlement sur la sécurité dans les entreprises ?
La réussite du procédé de soudage MIG dépend de la connaissance des propriétés présentées ici. Un choix optimal des gaz permet d'obtenir une rentabilité accrue. Pour le soudage MIG, on utilise généralement un mélange gazeux à base d'argon (gaz inerte). La diversité et l'universalité de l'ARCAL 39 en tant que gaz de protection ont conduit à son utilisation dominante. Les additifs à base d'hélium élargissent la plage de performances.
Gaz adaptés au soudage sous gaz inerte

Nos brochures sur le soudage sous gaz inerte

Autres applications de soudage
- Soudage MAG (soudage sous gaz actif métallique, soudage sous gaz protecteur) Aciers faiblement alliés
- Soudage MAG (soudage sous gaz actif, soudage sous protection gazeuse) aciers fortement alliés
- Soudage MIG (soudage sous gaz inerte, soudage sous protection gazeuse) dans la construction ferroviaire et navale
- Soudage TIG
- Soudage laser
- Soudage laser hybride
- Soudage au plasma
- Soudage autogène / soudage au gaz