
Koop de juiste beschermgassen voor MAG-lassen om de best mogelijke resultaten te behalen bij het lassen van hooggelegeerd staal
MAG-lassen van hooggelegeerd staal (Metaal Actief Gas Lassen) wordt vooral gekenmerkt door de lasbaarheid van hooggelegeerd staal (roestvrij staal) en de verwerkbaarheid er
- Zo werkt het MAG-lasproces
- Gebruik van beschermgassen voor het booglassen van hooggelegeerde staalsoorten (chroom-nikkelstaal en materialen op nikkelbasis)
- ARCAL Chrome, ARCAL 121 : interessante beschermgassen voor het MAG-lassen van hooggelegeerde staalsoorten
- Beschermgassen voor MAG-lassen van hooggelegeerde chroom-nikkelstaalsoorten met ARCAL 11 – Verhoging van de rendabiliteit door hogere lassnelheid
- Overzicht: geschikte gassen voor MAG-lassen van hooggelegeerde materialen
- Video's en tutorials over MAG-lassen

Nieuwe eisen aan de eigenschappen van materialen met betrekking tot corrosiebestendigheid, sterkte, aantrekkelijkheid en lasbaarheid zijn de drijvende kracht achter verdere ontwikkelingen. Vooral de ontwikkeling van duplex- en superduplexstaal speelt hierbij een grote rol.
Aangezien dergelijke nieuw ontwikkelde materialen meestal ook door middel van lastechnieken worden verwerkt, ontstaan er regelmatig nieuwe uitdagingen voor de fabrikanten van stroombronnen en toevoegmaterialen, maar natuurlijk ook voor de ontwikkelaars van lasbeschermingsgassen.

Hooggelegeerd staal en materialen op nikkelbasis worden vanwege hun corrosiebestendigheid en goede verwerkingseigenschappen steeds vaker gebruikt in de meest uiteenlopende sectoren van de industriële en ambachtelijke productie.
Het gebruik van beschermgassen kan door de fysische en chemische eigenschappen van de beschermgassen een beslissende invloed hebben op de kwaliteit en de economische efficiëntie. De beschermgassen hebben een positieve invloed op het smeltbad. Afhankelijk van het doel en het materiaal is er een breed assortiment aan lasbeschermgassen beschikbaar. Hier kunt u de verschillende gassen voor MAG-lassen van hooggelegeerde materialen kopen.
Zo werkt het MAG-lasproces
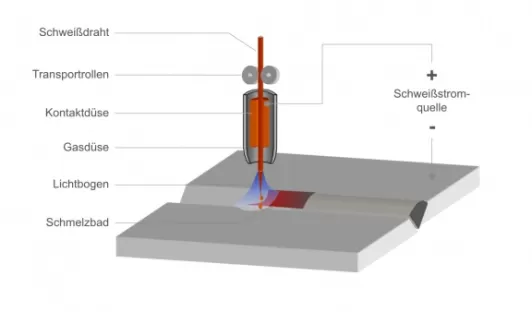
Bij MAG-lassen (Metaal Actief Gas Lassen) van hooggelegeerde staalsoorten – lasproces 135 (DIN EN ISO 4063) – wordt het smeltende lasmateriaal, meestal lasdraad, mechanisch aangevoerd door een draadaanvoer en smelt het in de lichtboog.
Het gesmolten metaal wordt door afkoeling hard en vormt een betrouwbare verbinding tussen de te lassen onderdelen.
Door de toevoer van procesgassen wordt de lasplaats tegen de omringende atmosfeer beschermd.

Bij het booglassen van hooggelegeerd staal worden argon, helium en mengsels daarvan gebruikt in combinatie met een additief actief beschermgas, zoals kooldioxide. Verontreinigingen in het procesgas, zoals zuurstof (O2), waterdamp (H2O) en stof, kunnen de reactie beïnvloeden. Deze verontreinigingen zijn ongewenst.
Hoge sterkte, goede vervormbaarheid en goede lasbaarheid breiden het toepassingsgebied bij het lassen van hooggelegeerd staal voortdurend uit. Dit geldt met name voor onderdelen die in contact komen met agressieve media of onbeschermd worden blootgesteld aan weersinvloeden.
Gebruik van beschermgassen voor het booglassen van hooggelegeerde staalsoorten (chroom-nikkelstaal en materialen op nikkelbasis)

Bij MAG-lassen (lasmethode 135) van hooggelegeerd staal (bijv. chroom-nikkelstaal) worden beschermgassen op basis van argon en helium met een laag gehalte aan actief gas (actief gas als reactief gas) zoals kooldioxide en/of waterstof gebruikt. Roestvrij staal wordt daarom voornamelijk gelast met gassen uit groep M1 van de sinds 1 januari 2009 geldende norm DIN ISO 14175 SG.
Bij het booglassen van deze materialen is het aandeel actief gas aanzienlijk lager dan bij het MAG-lassen van ongelegeerde staalsoorten. Dit heeft invloed op het lasbad en het bevochtigingsgedrag. Er moet echter rekening worden gehouden met de hogere oxidatiegevoeligheid van hooggelegeerde staalsoorten.
ARCAL Chrome, ARCAL 121 en He20µC: interessante beschermgassen voor het MAG-lassen van hooggelegeerde staalsoorten
Bij het MAG-lassen van hooggelegeerde materialen moet vooral rekening worden gehouden met de invloed van oxidatie. Het oxidatievermogen zorgt namelijk voor verkleuringen aan het lasnaadoppervlak.
Verkleuringen zijn thermische oxiden en ontstaan door de gelijktijdige inwerking van warmte en zuurstof. Dit leidt in principe tot een verminderde corrosiebestendigheid. Aangezien het oxidatievermogen van zuurstof aanzienlijk groter is dan dat van kooldioxide, worden hier vooral argonmengsels met kooldioxide gebruikt.
De drie verschillende procesgassen die Air Liquide aanbiedt, hebben elk hun eigen sterke punten. Hierdoor kan de inspanning bij het beitsen tot een minimum worden beperkt.
ARCAL Chrome zorgt bijvoorbeeld voor een hoge boogstabiliteit. Met ARCAL 121 kunt u een heter boog bereiken door de toevoeging van helium. Hierdoor is het mogelijk om een hoger smeltvermogen te bereiken en een diepere inbranding te genereren.
Beschermgassen voor MAG-lassen van hooggelegeerde chroom-nikkelstaalsoorten met ARCAL M11 – Verhoging van de rendabiliteit door hogere lassnelheid

Door zijn hoge smeltvermogen en de uitstekende naadkwaliteit geldt MAG-lassen met ARCAL 11 als een economisch alternatief voor conventionele procesgassen. Het hoofdbestanddeel van ARCAL 11 is argon met kleine toevoegingen van kooldioxide en waterstof.
De kooldioxide zorgt bijvoorbeeld bij stomplassen voor een betere overbrugging van spleten en druppelafscheiding en een geringere neiging tot spatten. De toevoeging van waterstof verhoogt bovendien het lasvermogen en verbetert het vloeigedrag, de lasovergangen en de flankbevochtiging.
Dit gas wordt vooral met voordeel gebruikt voor het lassen van duplex- en superduplexstaal.
Over het algemeen wordt bij het gebruik van ARCAL 11 als procesgas een hogere productiviteit bereikt door een hogere lassnelheid. Het gas produceert een meer geconcentreerde en stabielere lichtboog. Dit verbetert de inbranding tijdens het lassen en de naadbevochtiging.
Overzicht: geschikte gassen voor MAG-lassen van hooggelegeerde materialen
In het overzicht kunt u zien welke gassen voor MAG-lassen bijzonder geschikt zijn voor uw doelen en materialen.

ARCAL-beschermgassen voor het lassen van hooggelegeerde materialen helpen de kwaliteit en productiviteit van de lasverbinding aanzienlijk te beïnvloeden.
ARCAL Chrome, het hoogwaardige beschermgas voor het lassen van hooggelegeerde staalsoorten, is ook verkrijgbaar in EXELTOP™- en ALTOP™-flessensystemen.
Conclusie
Bij het MAG-lassen van hooggelegeerd staal moet bij het bepalen van de geschikte lastechnologie en de keuze van de draad-beschermgascombinatie nauwkeurig rekening worden gehouden met de specifieke eigenschappen van het betreffende staal en de vereiste eigenschappen van het lasmateriaal. Alleen zo kan een onberispelijke laskwaliteit worden gegarandeerd en kunnen de voordelen van het MAG-proces optimaal worden benut. De invloed van de beschermgassen op het lasbad kan hierbij positief worden benut.
Opgeleide medewerkers zijn een voorwaarde voor veilig werken met gassen bij het MAG-lassen van hooggelegeerde staalsoorten. Maak gebruik van onze knowhow en profiteer van de ervaring van de Air Liquide-experts met technische gassen.
Bij het MAG-lassen van hooggelegeerd staal spelen ook de keuze en het juiste gebruik van de juiste apparatuur een doorslaggevende rol. Maak gebruik van ons productaanbod of onze aanbevelingen voor de juiste keuze en het juiste gebruik van drukregelaars.